|
 |
STELLA通信は㈱ステラ・コーポレーションが運営しています。 |

IDW'11~ナノクリスタルSi TFT、有機TFT編 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
ここでは酸化物TFTとともにポストa-Si TFT候補であるナノクリスタルSi TFTと有機TFTに関する発表をピックアップする。
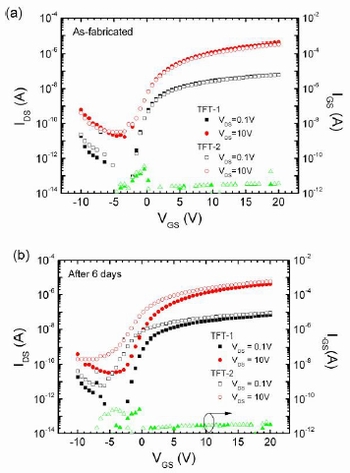
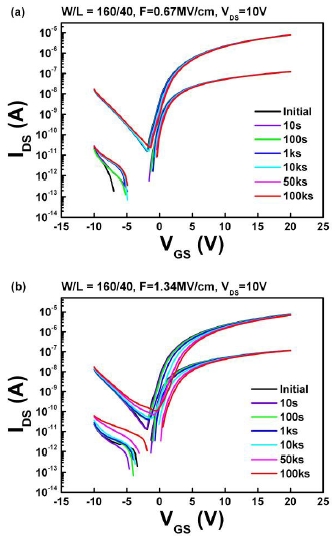
まず、大型高精細TFT-LCDや有機ELD用バックプレーン候補として浮上してきたナノクリスタルSi(nc-Si)TFTでは、台湾のITRIがnc-Si TFTで有機ELDをドライブできることを証明した。 実験では、第2世代マザーガラス基板上に4PEPで6型のトップゲート型デバイスを150個作製した。nc-Si膜はコンベンショナルな13.56MHzのマイクロ波を用いてプラズマCVD成膜。基板温度は200℃で、H2ドープ比を比較的高くする一方、RFパワー密度を30mW/cm2以下と低めにした。その結晶化率はnc-Siが70%、NチャネルナノクリスタルSi(n+ nc-Si)が55%だった。また、n+ nc-Siのシート抵抗値は5×104Ω/□以下だった。いうまでもなく、下地であるバッファ層の質はnc-Si活性層の結晶性を大きく左右する。そこで、信頼性の高いSiNxをゲート絶縁層に用いた。 TFT作製後、Ni雰囲気で180℃×1時間アニール処理。そして、信頼性を評価するため、大気中で6日間エージング処理した。 図1に作製直後(a)と6日後(b)のTFT特性を示す。TFT-1、TFT-2とも6日後は作製直後に比べI-V特性が大きく変動した。また、TFT-2のミニマムOFF電流はTFT-1よりも一桁以上大きく、Vthもポジティブ方向へシフトした。
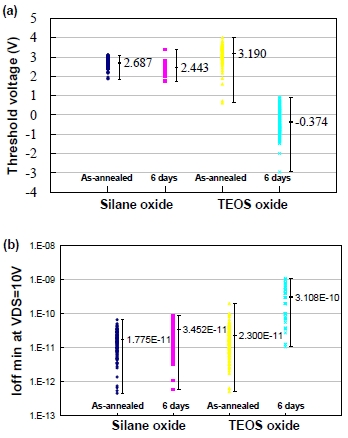
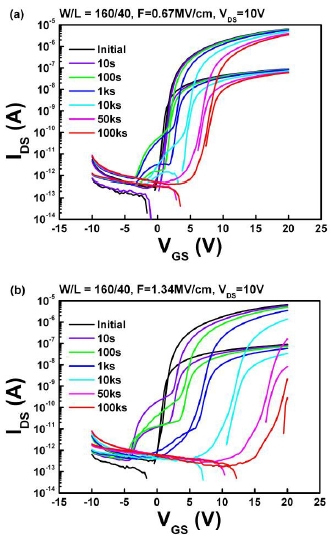
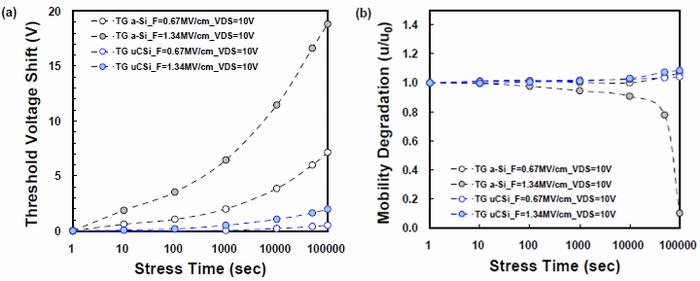
図2は150個のサンプルのVthとOFF電流の測定結果を示したもので、原料ガスにTEOSを用いたゲート絶縁膜の場合、6日後はVthがネガティブ方向にシフトしOFF電流も増加した。また、TFT-2のシフトはTFT-1よりも大きかった。これは、nc-Si活性層内で酸素濃度が増大してOFF電流が増加し、結果的にON/OFF電流レシオが低下したためと考えられる。 一方、コンベンショナルなトップゲート型a-Si TFTとnc-Si TFT(TFT-1)の安定性も比較。低ゲート電界強度(0.67MV/cm)と高ゲート電界強度(1.34MV/cm)において10Vのドレイン電圧を105秒印加した。この結果、図3-(b)、図4-(b)からnc-Si TFTは高ゲート電界下でa-Si TFTに比べ高い安定性が得られた。ただし、どちらも図5のようにVth、モビリティとも変動し、nc-Si TFTはVthが1.95Vシフトし、モビリティも8.5%低下した。しかし、これはドレイン電流が減少していないことを意味する。つまり、nc-Si TFTの弱点とされたOFF電流もゲート絶縁膜を最適化すればミニマム化できるわけである。 これに対し、a-Si TFTはVthが18.81Vシフトし、モビリティも90%低下した。つまり、定電圧ストレス印加後はTFTとして機能しない。 周知のように、有機ELDでは少なくとも1μAのドレイン電流が必要とされる。このため、a-Si TFTを適用するのはきわめて難しい反面、nc-Si TFTでは十分ドライブ可能といえる。 上記の結果にもとづき、nc-Si TFT駆動のボトムエミッション構造6型有機ELD(320×240画素)を試作した。サブピクセル構成は2TFT+1キャパシタで、輝度は150cd/m2、コントラストは5000:1だった。試作パネルは有機EL製造工程が最適化できなかったためグレースケール表示が不十分だったが、nc-Si TFTのユニフォミティは十分で、有機ELDに適用できることが証明できた。 溶媒を最適化して塗布型C8-BTBT有機トランジスタのモビリティを4cm2/V・s以上に
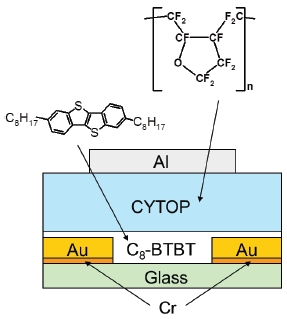
一方、有機TFTは酸化物TFTやnc-Si TFTの台頭もあり、低温プロセスかつローコストで製造できる点をアピールするため、ウェットプロセスで作製したデバイスの報告が目立った。そうしたなか、大阪府立大学、広島大学、日本化薬、九州大学の研究グループは、大気中でも安定動作し高いモビリティを誇るC8-BTBTを用いた塗布型有機トランジスタを報告した。 図6に試作したトップゲート型デバイスの構造を示す。まず、ガラス基板上に密着層としてCr膜を膜厚2nmで蒸着した後、Au膜を蒸着してソース/ドレインを形成。続いて、UV/O3処理により基板表面を親水化処理した。 C8-BTBT溶液の有機溶媒はクロロホルム、ヘキサン、トルエン、クロロベンゼン、シクロヘキサノン、メシチレンを使用。これらにC8-BTBTを溶解させた溶液をスピンコートした。
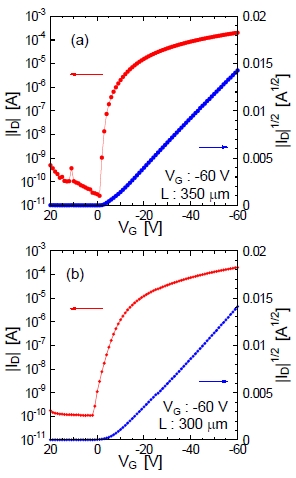
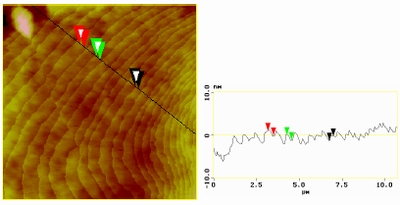
その後、アモルファスフロロポリマー「CYTOPTM」をスピンコートしてゲート絶縁膜を形成。最後に、Al膜を蒸着してゲートを形成した。チャネル幅は3㎜で、チャネル長は50~350μmである。 表1に、用いた有機溶媒とデバイスモビリティの関係を示す。クロロベンゼンを用いた場合、マックスモビリティは4.1cm2/V・s、Vthは-7Vと良好な値が得られた。また、76個のデバイス特性(チャネル長350μm)を評価したところ、最大モビリティの平均は3.4±0.5cm2/V・s、Vthの平均値は7.1V±5.4Vだった。また、同じノンハロゲン溶媒であるシクロヘキサノンを用いた際も最高モビリティは4cm2/V・sが得られた。表1からメシチレンを除き、沸点が高いとモビリティが高くなる傾向がわかる。こうした結果は膜のユニフォミティに強く依存し、ユニフォミティが低いとグレインバウンダリーにおいてキャリアのトラップが多くなりモビリティが低下すると考えられる。 図7-(a)はクロロベンゼン溶媒を用いたデバイス、(b)はシクロヘキサノン溶媒を用いたデバイスのトランスファー特性で、どちらもスレッショドスロープが急峻であることがわかる。これは、ゲート絶縁膜とC8-BTBT半導体層の界面においてトラップ密度が低いためと考えられる。また、出力特性はどちらもドレイン電圧が低くなるにしたがってドレイン電流がリニアに増加した。これは、Auの仕事関数(5eV)とC8-BTBTのHOMO(5.7eV)が比較的大きくてもキャリア注入特性に大きな影響を与えていないことを示唆する。 写真1はスピンコートC8-BTBT膜の顕微鏡写真で、クロロベンゼンとシクロヘキサノンを溶媒に用いた膜はグレインサイズが大きかった。ただし、シクロヘキサノン溶媒を用いると、膜は不均一になった。これらの結果はデバイスの特性にはグレインサイズとユニフォミティが重要であることを示している。 オール印刷プロセスで有機TFTを作製 凸版印刷は、独自開発したフレキソオフセット印刷の成果を紹介。電極や有機半導体層を含めオールレイヤーを印刷法で作製した有機TFTでマイクロカプセル型電気泳動ディスプレイをドライブしたことを報告した。
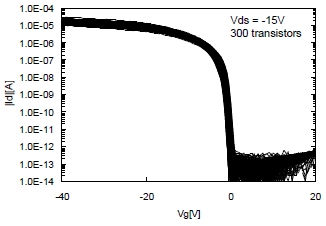
最初に作製したサンプルはコンベンショナルなボトムゲート構造を採用。この構造ではゲートは表面平滑性が高く、ゲートとソース/ドレイン間のリーク電流を抑制するため薄膜にする必要がある。また、いうまでもなくTFT特性を高めるためソース~ドレイン間のチャネル長は短いことが望ましい。そこで、印刷面の表面平滑性が高く薄膜化が容易なオフセット印刷を用いることにした。写真2にL/S=6μm/4μmの印刷パターンを示す。 上記の表面平滑性が高いことは塗布型有機半導体層の印刷にも有効である。写真3は低分子有機半導体を印刷した際のAFM像で、ステップ&テラス構造がみられるなど良好なグレイン状態が得られた。 図8はゲート、ソース/ドレイン、有機半導体層をオフセット印刷して2型基板上に300個のアレイを設けた有機TFTのトランスファー特性で、平均モビリティは0.48cm2/V・sだった。また、モビリティの偏差は17.3%とユニフォミティも良好だった。さらに、平均Vthは-1.5V、その偏差は0.5V以内だった。
上記の初期テストを踏まえ、PENフィルム上にボトムゲート/ボトムコンタクト型有機TFTを作製した。サイズは5.35型で、解像度はVGA(150ppi)である。チャネル長は10μm、チャネル幅は60μmで、ソース/ドレインとゲートの重ね合わせ精度を10μm以内に収めた。なお、ゲート絶縁膜と画素電極は比較的厚膜が必要なためスクリーン印刷法で形成した。つまり、オールプリンティングデバイスである。 有機TFT作製後、E Inkのマイクロカプセル型電気泳動フィルムをラミネートし、AM駆動フレキシブル電子ペーパーを作製した。写真4はそのデモンストレーションで、曲げても表示特性はほとんど変化しなかった。 ユニークなウェットプロセスで有機半導体の結晶性を向上
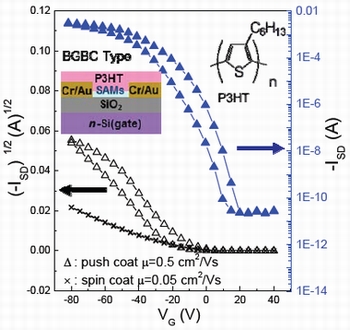
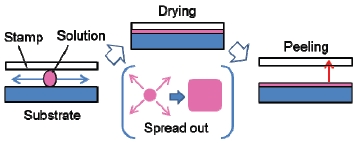
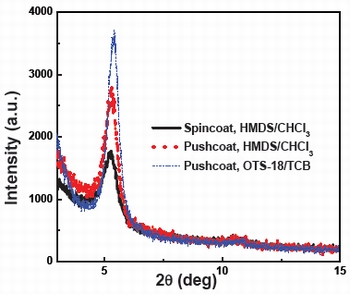
一方、産業技術総合研究所と信越化学工業は塗布型有機TFT向けとしてpush coatingと名づけたユニークなプロセスを発表した。 まず、準備として代表的な高分子有機半導体材料であるP3HTをジクロロベンゼンまたはトリクロロベンゼンに濃度0.1wt%で溶解して有機半導体溶液を作製。そして、熱酸化SiO2膜付きシリコンウェハー基板上にCr膜を膜厚5nm、さらにAu膜を膜厚30nmで成膜し、フォトリソでパターニングしてソース/ドレインを形成した。続いて、SiO2膜表面をクリーニングした後、HMDSまたはOTS(トリクロロオクタデシルシラン)でシランカップリング表面処理し撥水面に改質した。 図9にpush coatingの処理イメージを示す。厚さ2㎜のPDMSエラストマー製スタンプで有機半導体溶液を挟み込む格好で、この結果、有機半導体溶液はSiO2膜表面に広がり、スタンプ~基板間に溶液の薄膜ができる。この状態で数分アニールすると、溶液中の溶媒がPDMSスタンプに次第に吸収される。最後に、PDMSスタンプをリリースすると、基板上に密着したポリマー膜が残る仕組み。スタンプ上のポリマー膜界面が半乾き状態のときにスタンプがリリースできるという。なお、今回のデバイス(20×24㎜)で使用した溶液はわずか35μLである。
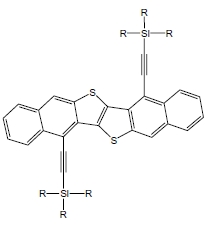
比較のため、HMDS処理した基板に濃度0.6wt%でクロロホルムに溶解させたP3HT溶液をスピンコートしたサンプルも作製した。 サンプル膜のXRDパターンを分析したところ、図10のようにプッシュコート膜はスピンコート膜に比べ(100)に強いピークがみられた。さらに、ピークの半値幅はスピンコート膜よりも狭かった。これらの結果はスピンコート膜に比べ結晶性が高いことを意味する。 TIPS-DNTTを用いて塗布型半導体層を 帝人はペンタセンと並ぶ低分子有機半導体材料であるDNTT(ジナフトチアノチオフェン)をウェットプロセスで成膜することにトライ。トリイソプロピルシリルエチニル置換基を用いてTIPS-DNTTを合成し、ウェットコートした成果を報告した。
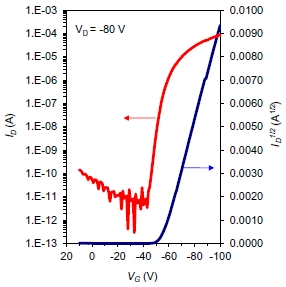
図12にTIPS-DNTTの分子構造を示す。試作したのは熱酸化SiO2膜付きシリコンウェハーをサブストレートに用いたボトムゲート/トップコンタクト型で、まずSiO2膜表面をOTS(オクタデシルトリクロロシラン)で表面処理し撥水性に改質した。続いて、TIPS-DNTTを蒸着し有機半導体層を形成。最後に、Au膜を蒸着してソース/ドレインを形成した。チャネル幅は30μm、チャネル長は1.5㎜である。図13はFET特性で、モビリティは0.05~0.4cm2/V・s、ON/OFF電流レシオは104~107、Vthは-55Vだった。 続いて、本来の目的である塗布型デバイスを作製し特性を評価した。まず、HMDS(ヘキサメチルジシラザン)とBTS(ブチルトリエトキシシラン)処理でSiO2絶縁膜を改質し撥水性に改質。この後、トルエンに濃度0.1wt%でTIP-DNTTを溶解した溶液を塗布して結晶性有機半導体層を形成した。デバイス特性はボトムコンタクト型ではモビリティが10-4cm2/V・s、ON/OFF電流レシオが104、トップコンタクト型ではモビリティが0.05~0.1cm2/V・s、ON/OFF電流レシオが104~106だった。つまり、同じトップコンタクト型でも蒸着デバイスに比べ特性が低下した。 ところで、蒸着デバイスではOTSなどによるゲート絶縁膜の表面改質がきわめて有効で、この結果、トランジスタ特性が大幅に改善される。これに対し、塗布型デバイスでは有機半導体溶液が付着しにくくなるため、強い撥水処理を施すのが難しい。そこで、撥水処理の最適化と有機溶媒の選定が重要となる。一般的に、有機半導体材料の溶解性を向上すると特性が劣化する。つまり、溶剤溶解性と特性はトレードオフの関係になりやすい。このため、今後、溶解性と特性を両立する置換基を発掘してTIPS-DNTTを改良したいとしている。 参考文献 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||



| REMARK 1)Stella通信はFPD&PCB関連ニュースの無償提供コーナーです(ステラ・コーポレーションがFPDやPCBそのものを製品化しているわけではありません)。 2)この記事はステラ・コーポレーション 電子メディア部が取材して記事化したものです。 |