|
 |
STELLA通信は㈱ステラ・コーポレーションが運営しています。 |

秋季応用物理学会(8月29日~9月2日) |
|||||||||||||||||
8月29日~9月2日、山形大学で開かれた「第72回応用物理学会学術講演会」。今春の春季応用物理学会が東日本大震災の影響で中止されたため1年ぶりの開催となり、各分野で活発なオーラルセッションが繰り広げられた。とくに有機EL関連では照明デバイス向けの新技術の報告が目立ち、学会というアカデミック分野でも照明用有機ELデバイスの台頭が感じられた。おもなトピックスをレポートする。 ホットプレス法で有機半導体のグレインサイズを拡大
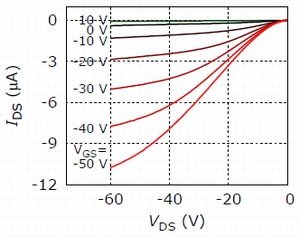
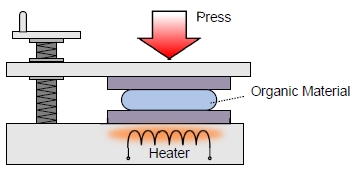
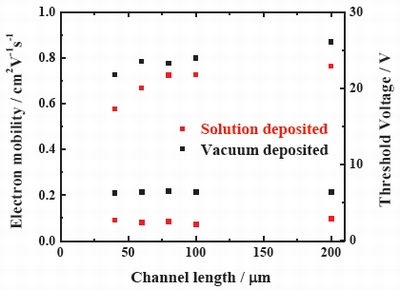
まず有機トランジスタ関連では千葉大学、奈良先端科学技術大学院大学は単結晶ライクな有機半導体膜を作製する方法としてホットプレス法と名付けたニューメソッドを報告した。 プロセスイメージは図1の通りで、有機半導体原料を加熱溶融しながらクランプ圧力により基板間のギャップを制御することにより薄く広がった有機結晶を成長させる。有機半導体材料の選択によりプロセス温度も比較的低温ででき、Roll to Rollプロセスにも対応することができる。 実験では、TTC18-TTF(テトラキスオクタデシルチオテトラチアフルバレン)を用いた有機トランジスタをガラス基板間にホットプレス法で作製した。図2は出力特性で、典型的なp型特性が得られた。飽和領域で求められるキャリアモビリティは4.6×10-3cm2/V・sと、キャスト法で成膜したTTC18-TTFデバイス(6.3×10-4cm2/V・s)に比べ7倍にアップした。半導体層を光学顕微鏡で観察したところ、キャスト法で成長する針状結晶とは異なり、20μmのチャネル長に対し十分に大きい幅広結晶が成長していることがわかり、これがモビリティ向上に寄与したと考えられる。 塗布型C60有機TFTで世界最高モビリティが 一方、n型有機TFTでは東京大学、神戸大学、シャープの研究グループがウェットプロセスで成膜したC60デバイスについて報告した。周知のように、n型有機半導体層をウェットプロセスで成膜するにはC60誘導体を用いるのが一般的だが、今回、研究グループはピュアなC60薄膜を成膜することにトライした。
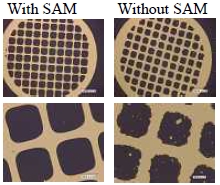
実験ではC60有機半導体層をパターニングするため、熱酸化SiO2膜付きシリコン基板上に異なる二つの自己組織化単分子膜(SAMs)を成膜した。具体的には、HMDS(ヘキサメチルジシラザン)によってSiO2ゲート絶縁膜を表面処理した後、メタルマスクを用いたUVオゾン処理によりチャネル部分のHMDS表面を選択的にエッチングした。次に、PTS(フェニルトリメトキシシラン)を用いてHMDSがエッチングされた部分にPTS処理を施した。この後、トリクロロベンゼンで希釈したC60溶液を基板上にドロップキャストした。この結果、 PTS表面上に選択的に溶液が溜まり、C60は自然乾燥および加熱により会合した。最後に、真空引きして溶媒を揮発した。写真1に得られたC60薄膜を示す。 C60膜上にソース/ドレイン電極としてAl/LiFを蒸着し、N2雰囲気でトランジスタ特性を測定したところ、図3のように飽和領域のキャリアモビリティは0.58~0.86cm2/V・sとウェットプロセスで成膜したn型デバイスでは世界最高の値が得られた。 CuMn配線TFTをオゾン水酸化処理してTFT特性の低下を抑制 TFT-LCD関連では、日立製作所がAl系に代わる次世代配線材料候補とされるCuMn合金配線について報告。CuMn成膜前の半導体層プリトリートメント法としてオゾン水酸化処理を提案した。
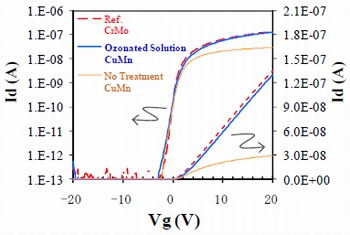
周知のようにTFTの配線材料にCuを用いる場合、配線形成後の熱処理工程によりCuが半導体膜へ拡散しTFT特性が劣化する。そこで、配線形成後の熱処理工程を積極的に利用し、Cu膜中の添加元素を半導体膜との界面に析出させて密着性・拡散バリア性に優れた添加元素酸化物膜を自己形成させるCu合金を用いる方法が知られる。しかし、添加元素酸化物膜の自己形成にはCu合金成膜前に下地の半導体膜を酸化処理する必要があり、その際、電流経路に形成される酸化膜が寄生抵抗になりTFT特性の低下が懸念される。そこで、今回は量産プロセスの適用性とTFT特性低下抑制のため、上記の酸化処理法としてオゾン水酸化法を用いた。 試作したのはコンベンショナルなバックチャネル型ボトムゲートタイプで、ゲートとソース/ドレインにCuMnを使用。オゾン水酸化処理デバイスと未処理デバイス、また比較のため、原子拡散を生じない材料であるCrMoデバイスを作製した。 図4にソース/ドレイン電圧0.1Vでの伝達特性を示す。モビリティはCrMoデバイスが0.47cm2/V・s、オゾン水酸化処理CuMnデバイスが0.43cm2/V・s、CuMnデバイスが0.17cm2/V・sとなり、オゾン水酸化法の有効性が確認できた。 マルチフォトンエミッション有機ELの電荷発生材料を探索
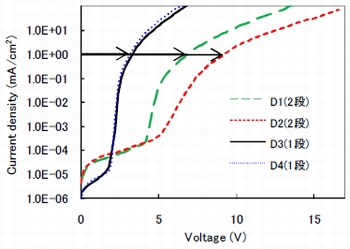
研究グループは従来白色MPEデバイスのCGLにコンベンショナルなV2O5膜を用いていたが、CGLと発光ユニット間の注入障壁によって駆動電圧が高いという問題があった。そこで、低電圧化のためV2O5と薄膜Alの積層膜を用いることにした。 今回の研究では、D1:ITO(110nm)/発光ユニット1/Al(2nm)/V2O5(5nm)/発光ユニット2/Al(150nm)、D2:ITO(110nm)/発光ユニット1/V2O5(5nm)/発光ユニット2/Al(150nm)、D3:ITO(110nm)/発光ユニット1/Al(150nm)、D4:ITO(110nm)/発光ユニット2/Al(150nm)という4種類のサンプルを作製。発光ユニット1はα-NPD+MoO3(25nm)/α-NPD(15nm)/Alq3(40nm)/Alq3+Cs(25nm)、発光ユニット2はα-NPD+MoO3(60nm)/α-NPD(15nm)/Alq3(40nm)/Alq3+Cs(25nm)という構成にした。つまり、D1とD2は2段MPE素子、D3とD4は1段素子で、2段MPE素子および1段素子での電流効率が最適となる光学設計を発光ユニット1、2に対して行った。その際、駆動電圧が上昇しないよう、α-NPD+MoO3の膜厚だけを変化させた。 いうまでもなく、理想的な2段MPE素子の電圧・電流効率は各発光ユニットの電圧・電流効率を足した値となる。図5に電流密度-電圧特性を示す。2段MPE素子を比較すると、Al/V2O5を用いたD1はV2O5を用いたD2に比べ低電圧化した。一方、1段素子であるD3、D4は特性がほぼ同じだった。また、2段MPE素子と1段素子の電流密度1mA/cm2における電圧を比較すると、1段素子であるD3は3.2V、D4は3.1Vだった。これに対し、D1の電圧は6.4Vで、1段素子の電圧の和とほぼ等しかった。また、D2の電圧は9.4Vで、1段素子の電圧の和より2.6V高電圧化した。これらの結果は電流密度10mA/cm2でも同様だった。
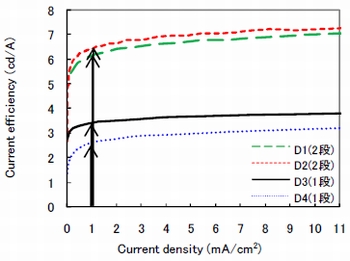
図6に電流効率-電流密度特性を示す。1mA/cm2の電流効率はD1が6.2cd/A、D2が6.5cd/A、D3が3.4cd/A、D4が2.6cd/Aだった。1段素子であるD3、D4の電流効率の和は6cd/Aで、D1、D2の電流効率は1段素子の電流効率の和とほぼ同じだった。さらに、電流密度10mA/cm2でもD1、D2の電流効率は1段素子の電流効率の和にほぼ等しかった。 以上からCGLにAl/V2O5を用いたD1は理想的なMPE特性を示したといえる。一方、CGLにV2O5を用いたD2は電圧が上昇した。これは、V2O5と発光ユニット1の電子注入層Alq3+Csの間に注入障壁があるためと考えられる。これに対し、D1は同界面に薄膜Alを挿入したことで注入障壁がなくなり、電圧が低下したと考えられる。 2層化により高分子白色有機ELのエネルギー移動を抑制 一方、同志社大学がスピンコート法で発光層を成膜した高分子白色素子を報告した。周知のように、ウェットプロセスを用いる高分子素子を白色化するには低分子素子のような積層構造が取りにくいため、RGBなどあらかじめそれぞれの発光材料を混合した溶液を用いるのが一般的である。しかし、光の持つエネルギーの異なるRGB発光材料が混在するとエネルギー移動が起こる。このため、白色発光化するにはRなどエネルギーの低い発光材料を極端に少なくする必要がある。この結果、低分子素子に比べ輝度や寿命が低下する。そこで、発光層成膜時に2色の溶液を繰り返しスピンコートすることにより2波長白色素子を作製した。
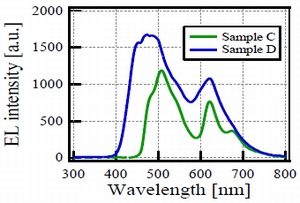
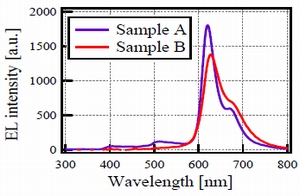
発光層は(A)PVK:TPD:PBD:Ir(ppy)3:Ir(btp)2acac、(B)PVK:TPD:PBD:FIrpic:Ir(btp)2acac、(C)第1層PVK:TPD:PBD:Ir(btp)2acac/第2層PVK:TPD:PBD:Firpic、(D)第1層PVK:TPD:PBD:Ir(btp)2acac/第2層PVK:TPD:PBD:FIrpic:α-NPD、の四つを検討。サンプルCとDには異なる発光材料を分離してエネルギー移動を抑制する狙いがある。なお、発光材料はいずれもジクロロエタン有機溶媒に溶解させてスピンコートした。 図7はサンプルAとBのELスペクトルで、どちらも615nmにのみ発光スペクトルのピークが現われた。これは、単層発光層ではエネルギー移動が容易に起こり、エネルギーバンドギャップの小さい赤色材料Ir(btp)2acacだけの発光が現われたことを示す。 これに対し、図8のようにサンプルCでは615nmと500nmの2色発光が得られ、2層構造によってエネルギー移動が抑制されたことがわかる。この際のCIE色度はx=0.30、y=0.43と緑色の発光を示した。さらに、青色発光強度を高めるために青色蛍光材料であるα-NPDを加えたサンプルDでは発光が短波長側まで広がり、色度がx=0.34、y=0.33に改善され、白色発光が得られた。 液晶材料を用いたEWDが 応用物理学会では珍しいといえる電子ペーパー関連では、工学院大学とスタンレー電気が独自のエレクトロウェッティングディスプレイ(EWD)を提案した。 いまさら説明するまでもないが、EWDは着色オイルと水の濡れ性を電気的に制御して表面張力を変化させ、オイルの色と基板の色で表示を行う。今回、研究グループは着色オイルの代わりに2色性色素を含む液晶材料を用いることにした。 EWDでは基板表面を疎水処理するが、通常、この界面において液晶は電圧無印加状態で垂直配向してしまう。その状態で色素の色を出すには液晶分子を寝かせる必要があるため、カイラルネマティック液晶に黒色の2色性色素を添加した。また、EWDでは電界が発生している部分に水が移動し、移動した水の部分が透明となる。一方、液晶は水の移動にともない電界が発生していない部分に押しやられる。このため、電圧印加時は液晶分子が基板に垂直な状態となり、画素面は透明となる。 試作デバイスはITO透明電極をストライプ状にパターニングし、UV硬化型樹脂を塗布しフォトリソでマトリクス状にパターニングしてリブを形成。対向基板にはITO膜付きガラス基板を用いた。これら基板にポリイミド系絶縁膜、そしてテフロン撥水膜をスピンコートした後、水と液晶材料を滴下し、両面基板を貼り合わせた。
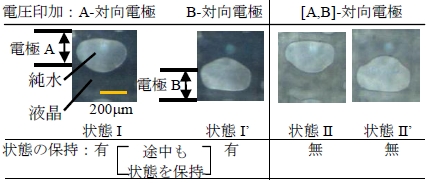
表1に、直流電圧50V印加中および電圧切断後の液晶材料と水の様子を示す。状態Iは電極Aと対向電極に電圧印加し0Vとした状態、状態I’は電極Bと対向電極に電圧印加し0Vとした状態、状態IIおよび状態II’は状態Iおよび状態I’の状態で上下電極に電圧を印加した状態である。電圧印加時において水は電界が発生している部分へ液晶を押しやり移動した。また、いずれも電圧切断時には水と液晶はその位置関係を保続した。そして、水および液晶が移動している最中に電圧を切断すると、水と液晶はその状態で止まった。これらの結果は、通常のEWDに用いるオイルに比べ液晶の粘性が高いため、表示メモリー性が得られたと考えられる。また、電極A、Bを一まとめとし対向電極との間に電圧を印加すると、液晶は基板に垂直となり、色素による着色は見えなくなり全体が透明になることが確認できた。 参考文献 |
|||||||||||||||||
| REMARK 1)Stella通信はFPD&PCB関連ニュースの無償提供コーナーです(ステラ・コーポレーションがFPDやPCBそのものを製品化しているわけではありません)。 2)この記事はステラ・コーポレーション 電子メディア部が取材して記事化したものです。 |