|
 |
STELLA通信は㈱ステラ・コーポレーションが運営しています。 |

電子情報通信学会技術研究報告「有機エレクトロニクス」 |
|||||||||
先日、都内で開かれた電子情報通信学会技術研究報告「有機エレクトロニクス」。独断と偏見でWhat's NEWと感じた3件の講演をピックアップする。 ITOソース/ドレインとフルオレン共役ポリマーで有機発光トランジスタを
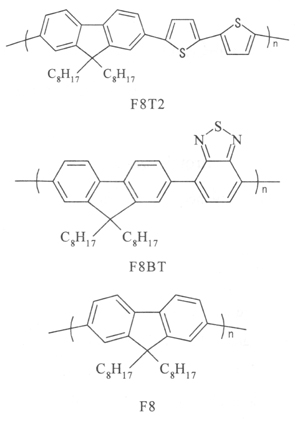
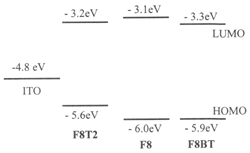
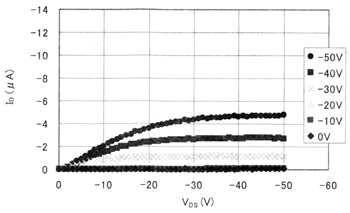
有機トランジスタ関係では、大阪大学の研究グループがITOソース/ドレイン電極を用いた両極性有機トランジスタについて報告した1)。 試作したデバイスは、まずガラス基板上に成膜されたITO膜をフォトエッチング法でパターニングしてソース/ドレインを形成。ゲート長は0.1㎜、ゲート幅は2㎜である。続いて、F8T2、F8BT、F8といったフルオレン系共役ポリマー溶液を膜厚60~120nmでスピンコート、乾燥して有機半導体層を形成。次に、PVPまたはPMMA溶液を膜厚400~600nmでスピンコートしゲート絶縁膜を形成した。最後に、Auゲート電極を膜厚30nmで真空蒸着してトップゲート型有機トランジスタを作製した。 図2はF8T2、F8BT、F8のHOMO(最高占有軌道)とLUMO(最低非占有軌道)とITO電極とのエネルギー準位で、F8T2デバイスはホール注入障壁が低く、おもにホールによるトランジスタ特性が得られる。実際、PVPゲート絶縁膜を用いたF8T2デバイスのホール移動度は2×10-3cm2/V・sec、しきい値電圧は-0.1Vだった。 一方、PMMAゲート絶縁膜を用いたF8BTデバイスは両極性トランジスタ特性が得られた。この際のホール移動度は7.6×10-4cm2/V・sec、電子移動度は3.8×10-4cm2/V・secだった。両極性が得られたのは、ITOの仕事関数がF8BTのHOMO、LUMO準位の中央付近に存在するとともに、PMMAが電子トラップフリーな性質を持つためと考えられる。電流はITOから注入されたキャリアが絶縁膜-有機半導体層界面にチャネルを形成することによって流れる。この際、両極性に起因する黄緑色発光が得られた。その発光スペクトルはx=0.41、y=0.57で、F8BT膜の蛍光スペクトルとほぼ一致した。つまり、ゲート電圧を印加することによって有機半導体層内にホールと電子が同時に注入され、絶縁膜-有機半導体層の界面に誘起されて再結合すると考えられる。 また、PMMAゲート絶縁膜を用いたF8デバイスも両極性を示し、p型で7.22×10-4cm2/V・sec、n型で1.2×10-3cm2/V・secという移動度が得られた。この際もF8膜の蛍光スペクトルに起因する青色発光が観察された。つまり、ITOソース/ドレイン電極とフルオレン共役ポリマー活性層を組み合わせると有機発光トランジスタが得られることがわかった。 V2O5を電荷発生層に用いてトランジスタ特性を向上
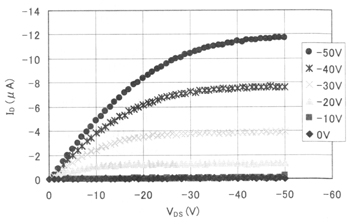
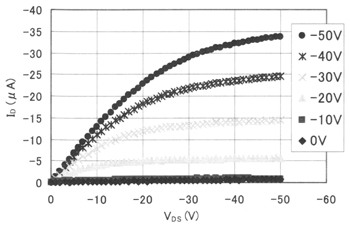
一方、新潟大学の研究グループはV2O5を電荷発生層に用いたCuPc有機トランジスタについて報告した2)。周知のようにV2O5はルイス酸の一種で、有機ELでは発光ユニットをマルチ化するマルチフォトンエミッションデバイスの電荷発生層(CGL)として用いられることで知られる。外部からの電圧印加によって隣接する有機層へキャリアを注入する仕組みで、これを有機トランジスタにも応用して特性を改善しようという狙いがある。 SiO2熱酸化膜付きシリコンウェハーをUVオゾン洗浄+HMDS処理した後、CuPc、V2O5、Auソース/ドレインを真空蒸着してデバイスを作製した。活性層は①CuPcのみ(膜厚70nm)、
②CuPc(70nm)/V2O5(20nm)、③CuPc(60~70nm)/CuPc:V2O5混合層/V2O5の3種類を作製して特性を比較した。なお、③の混合層はCuPcとV2O5をモル比1:1で共蒸着した。いずれもチャネル長は15μm、チャネル幅は1.5㎜である。 その特性だが、①のキャリアモビリティは3.4×10-4cm2/V・secだった。これに対し、②はドレイン電流値が2倍近くなり、モビリティが6.7×10-4cm2/V・secに増加した。V2O5は電子受容性が高いため、CuPcとの間で電荷移動錯体を形成するため。この電荷移動錯体はゲート電圧印加による電界で電荷分解し、CuPc層に注入されてチャネル形成に寄与するとともに、見かけ上モビリティも向上すると考えられる。 上記のCuPcとV2O5の相互作用を高めた③は、図5のようにさらにオン電流が増加した。これは、V2O5からのホール注入量がさらに増加したためと考えられる。また、混合層の膜厚とトランジスタ特性の関係を調べたところ、混合層の膜厚が厚くなるにつれて電流値が増加し、これにともないモビリティも増加した。 ちなみに、V2O5を設けたデバイスのON/OFF電流レシオは数十~数百に過ぎなかった。これは、ゲート電界をかけていない状態でもCuPcとV2O5の電荷移動錯体が発生してオフ抵抗が小さくなってしまうためと考えられる。 ファイバーを基板に用いて有機EL照明デバイスを
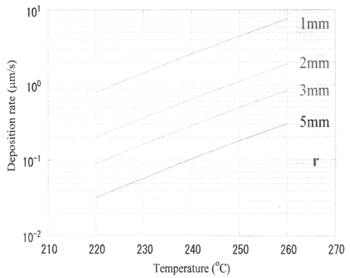
ユニークな有機EL照明デバイスを報告したのが産業技術総合研究所、㈱TIの高橋良和氏3)。ファイバー形状のフレキシブル基板をサブストレートに用い、これを横に並べることによって面状の有機EL照明デバイスにする狙いで、2㎜幅のファイバー状デバイスを45本並べると10Wの蛍光灯の光量に相当するという。 フレキシブル基板をサブストレートに用いるのは設備投資コストを抑制するためだが、いうまでもなくローコストで低分子有機ELデバイスを生産するには有機膜の蒸着速度を高める必要がある。また、フレキシブル基板に適するRoll to Roll対応の蒸着システムを開発することも不可欠となる。 そこで、まず蒸着レートを高速化するため、基板~蒸着源間のワークディスタンスを数㎜と狭くした。発光ホストや電子輸送材料として広く用いられるAlq3を蒸発温度250℃と260℃で蒸着したところ、 後者では200nm/sec以上という高速レートが得られた。ちなみに、ワークディスタンスを狭めると基板へのH2Oなどの不純物ガスの入射が少なくなり、実質的に超高真空下で蒸着できるため、デバイスのライフタイム向上にも有利となる。また、ワークディスタンスを1~5㎜に変化させて蒸着レートを調べたところ、図6のように蒸着レートはワークディスタンスによって大きく変化した。このため、ワークディスタンスを常に一定に保てる蒸着装置が不可欠となる。
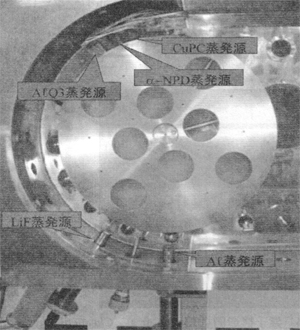
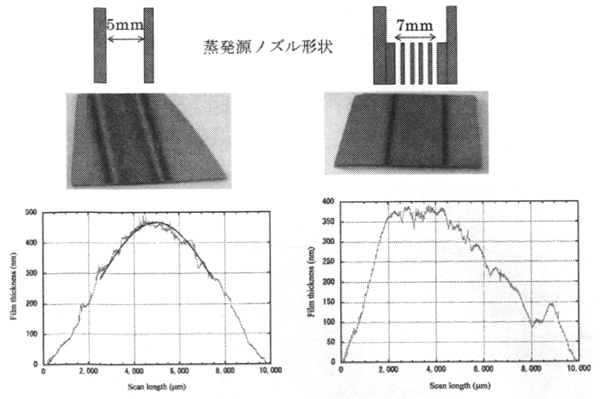
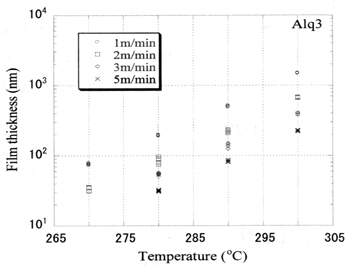
そこで考案したのが、CANローラー上にファイバー基板を走らせるRoll to Roll対応装置。写真1のように蒸着源をCANローラーの近傍に配置し一定のワークディスタンスを維持。また、蒸着ノズルのディメンジョンと構造を最適化したところ、図7のようにノズル幅5㎜&流路補正板レスでは膜厚均一性が低下し、干渉色が観察された。これに対し、図7-右のノズル幅7㎜で流路補正板を入れて蒸着したケースでは膜厚均一性が向上。干渉色も観察されなかった。図8はAlq3膜における蒸発源温度、搬送速度、膜厚の関係で、蒸発源温度を高めるにともなって膜厚が増加することが確認された。この装置を用いてITO膜付きPET(125μm厚)にCuPcホール注入層、α-NPDホール輸送層、Alq3発光兼電子輸送層、LiFバッファ層、Alカソードを蒸着してデバイスを作製したところ、幅方向に均一なEL発光が得られ、十数Vの電圧で輝度が4000cd/m2と従来報告されている特性が得られた。 蒸着システムに続いて開発したのがRoll to Roll対応の薄膜封止装置。蒸着重合したポリ尿素膜とスパッタリング成膜した無機酸化膜(Al2O3またはSiOx)を交互にスタックしたマルチレイヤー構造を考案。一般的な高分子に比べ水蒸気透過性が桁違いに小さいポリ尿素は、1,3-ビス(イソシアネートメチル)シクロヘキサン(H6XDI)モノマーと1,12-ジアミノドデカン(DAD)モノマーを用いた。この際、DAD蒸着温度を85℃、H6XDI蒸着温度を97℃にして基板搬送速度を0.5m/minにしたところ膜厚1.54μmが得られた。無機膜と多層化する場合、ポリ尿素膜単層の膜厚は100~200nmなので、量産にも十分適用可能な蒸着レートといえ、計11層のマルチレイヤー封止デバイスは10-4g/m2/day以下という水蒸気バリア性が得られたとしている。
参考文献
|
| REMARK 1)Stella通信はFPD&PCB関連ニュースの無償提供コーナーです(ステラ・コーポレーションがFPDやPCBそのものを製品化しているわけではありません)。 2)この記事はステラ・コーポレーション 電子メディア部が取材して記事化したものです。 |